









Machining - optimization process
Data dodania: 5.02.2016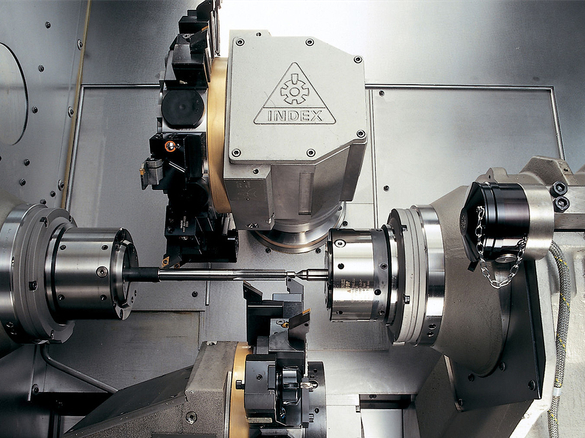
The elimination of the production process (in this case machining) of defective parts and unplanned downtime, the first actions aimed at ensuring the proper optimization of the process. To ensure the safety and reliability of the process, it is important to create a stable production environment.
The periods during which the device does not work, ie. outages are not only required, but often scheduled. This is the time for maintenance, programming machines, assembly fixture or tool change. Unexpected downtime occurs when eg. The manufactured product is defective. If you must be re-finishing of his time devoted to it is understood as a loss. To avoid this problem, you need to properly prepare for the operation, that is, a preventive plan objectives and processes necessary to achieve them.
Optimizing operations can be carried out both at the macro and micro level. A crucial role in balancing the production capacity and cost, fully define the basic conditions for machining: depth, feed rate, cutting speed.
Each of them can have a real impact on reducing the time of machining, and the individual configurations will have different effects even on tool life.
Often decisions are made to increase the cutting speed. Produced is then, however, a greater amount of heat, which affects both the tool and the workpiece, which causes them to wear. Additional complications may be causing vibrations change the dimensions of the workpiece and lower the quality of the treatment finishing. This leads to destabilization of the process and requires more careful control, thereby shutting off the possibility of cost savings associated with labor. The problem was solved F. W. Taylor. American engineer created a model by which you can determine the tool life, ie. To calculate the relationship between the speed of the cutting tool wear and its durability, balancing costs and production capacity. It also indicates the clear target cutting speed optimally for the operation.
During the selection of machining parameters should always take into account the phenomena associated with the formation and discharge chip, vibration and deformation of the workpiece. Optimal cutting parameters to lower the cutting speed paired with increased feed rate and depth of cut. If we apply the highest possible parameter depth of cut, you get a reduced number of necessary transitions and shorten operation time. When programming the maximum feed rate should be remembered that it may have an impact on the quality of the workpiece, and surface finish.
Price and processing tools make up the production cost. The overall costs increase, if less tool life increases the cost of tooling and tool change. Then the value of additional tools may exceed the savings in the cost of processing.
The last aspect of the calibration of the machining process to speed cutting, whose task is to reduce the cost of machining, but at the same time not increasing the cost of cutting tools, resulting from faster using the tool.